

Hallo zusammen!
Ich bin in der Beschreibung des Herstellers meines Lufthammers (LH2, Radiowerke Rheinböllen) über die Bzeichnung "SM-Stahl" gestolpert. Der Hammer stammt wohl aus dem Jahr 1920.
Der Bär ist geschmiedet und vergütet, so die Herstellerangaben.
Sollte das Siemens-Martin-Stahl sein? Ich kannte das nur als Herstellungsprozess, nicht als Sorte....
Vielleicht ist es auch etwas gänzlich anderes...?
Beste Grüße!
Olli
Stahl des Hammerbären
Stahl des Hammerbären
May 7, 2021 at 3:01 PM
Last edit: May 7, 2021 at 7:11 PM,
Olli
May 7, 2021 at 7:26 PM
Hallo oli,
Nur am Rande (hilfreich) :
Gegenwärtige "allgemein" Bohrer sind ja aus "HSS"..Damals war wohl "SS" für "schnellstahl" /schnellarbeitsstahl für zerspanungswerkzeuge üblich..
Einen solchen Stahl für einen *luftbärenhammer* zu verwenden scheint mir wenig sinnvoll..
Für mich klingt deine Vermutung :sm.. Siemensmartinstahl..schlüssig..
Fragst du aus allgemeinen Interesse oder steht eine neuanfertigung an?
(ich hab grad einen alten hartenfels lufthammer im Wiederaufbau..)
Mfg gerd
Nur am Rande (hilfreich) :
Gegenwärtige "allgemein" Bohrer sind ja aus "HSS"..Damals war wohl "SS" für "schnellstahl" /schnellarbeitsstahl für zerspanungswerkzeuge üblich..
Einen solchen Stahl für einen *luftbärenhammer* zu verwenden scheint mir wenig sinnvoll..
Für mich klingt deine Vermutung :sm.. Siemensmartinstahl..schlüssig..
Fragst du aus allgemeinen Interesse oder steht eine neuanfertigung an?
(ich hab grad einen alten hartenfels lufthammer im Wiederaufbau..)
Mfg gerd




May 7, 2021 at 10:43 PM
Hallo oli,
Ohne der alten Garde der lufthammer Schmiede vorgreifen zu wollen😉..
Bezieht sich ".. Oberfläche.." auf Mantel aussenfläche oder auf Stirnseite..
(zum "überdrehen" wäre es wichtig welches Mat.. Was aber nur Sinn ergäbe wenn die zyl. Bohrung ausgespielt und mit laufbüchse versehen..(was ich für "grosses Kino" halten würde)
Mein auch fast 100 jähriger "hartenfels lufthammer" hat 2 Kolbenringe (deren abgebrochene überlappende dicht-Zäpfchen auch kleine Spuren an der zyl.bohrung hinterlassen haben..)
Egal ob man den Bären in eine Drehbank spannt oder mit langem feinen schmirgelpapier rotationsfrei "überzieht".... Naiv gedacht... Solange alle "auffwürfe" weck sind (Erhöhungen der rotationsymetrisch idealen mantelfläche" und möglichst wenig traganteil zerstört ist.. = "Welt in Ordnung"... (lass mich gern aufklären falls ich Mist schreibe...)
Ohne der alten Garde der lufthammer Schmiede vorgreifen zu wollen😉..
Bezieht sich ".. Oberfläche.." auf Mantel aussenfläche oder auf Stirnseite..
(zum "überdrehen" wäre es wichtig welches Mat.. Was aber nur Sinn ergäbe wenn die zyl. Bohrung ausgespielt und mit laufbüchse versehen..(was ich für "grosses Kino" halten würde)
Mein auch fast 100 jähriger "hartenfels lufthammer" hat 2 Kolbenringe (deren abgebrochene überlappende dicht-Zäpfchen auch kleine Spuren an der zyl.bohrung hinterlassen haben..)
Egal ob man den Bären in eine Drehbank spannt oder mit langem feinen schmirgelpapier rotationsfrei "überzieht".... Naiv gedacht... Solange alle "auffwürfe" weck sind (Erhöhungen der rotationsymetrisch idealen mantelfläche" und möglichst wenig traganteil zerstört ist.. = "Welt in Ordnung"... (lass mich gern aufklären falls ich Mist schreibe...)

May 8, 2021 at 5:19 PM

Hallo,
wie schon vermutet, ist SM-Stahl ein nach dem Siemens-Martin-Verfahren hergestellter Stahl, wodurch seinerzeit -im Gegensatz zu den anderen damals etablierten Produktionsverfahren- bessere Stahlqualitäten herstellbar waren. Hier noch ein Link zu einer entsprechenden Info:
Siemens-Martin-Stahl
Als Werkstoff für Hammer-Bären wurde oft C45 verwendet....
Schöne Grüße!
wie schon vermutet, ist SM-Stahl ein nach dem Siemens-Martin-Verfahren hergestellter Stahl, wodurch seinerzeit -im Gegensatz zu den anderen damals etablierten Produktionsverfahren- bessere Stahlqualitäten herstellbar waren. Hier noch ein Link zu einer entsprechenden Info:
Siemens-Martin-Stahl
Als Werkstoff für Hammer-Bären wurde oft C45 verwendet....
Schöne Grüße!
July 2, 2021 at 4:01 PM
Hallo!
@Kurvendreher: Mit Löten meinst Du wahrscheinlich Weichlöten mit Zinn? Die Wärme des Werkstückes wird den Bären kaum auf 180°C+ erhitzen. Ich sehe da eher das Problem in der recht weichen Oberfläche.
Mittlerweile bin ich an dem Punkt, die Rostnarben mit WIG und entsprechendem Zusatz "auszufüllen". Danach überdrehen, rundschleifen und ggfls neu härten lassen. Das Härten müsste ich machen lassen, den Rest kann ich selbst erledigen.
Ich hatte auch schon Kontakt mit Spezialisten/Anbietern zum Hartverchromen. Da war man sich nicht sicher, wie gut die Hartchromschicht die Schläge verträgt. Wobei auch gesagt wurde, dass man bis in die 90er durchaus Aufträge zum Verchromen von Hammerbären hatte. Weshalb dies nunmehr nicht mehr ist, konnte mir nicht gesagt werden.
Mein Problem-Bär hat keine Kolbenringe, sondern Ölnuten im Kolben. Diese Flächen sind glücklicherweise gut erhalten.
Beste Grüße!
@Kurvendreher: Mit Löten meinst Du wahrscheinlich Weichlöten mit Zinn? Die Wärme des Werkstückes wird den Bären kaum auf 180°C+ erhitzen. Ich sehe da eher das Problem in der recht weichen Oberfläche.
Mittlerweile bin ich an dem Punkt, die Rostnarben mit WIG und entsprechendem Zusatz "auszufüllen". Danach überdrehen, rundschleifen und ggfls neu härten lassen. Das Härten müsste ich machen lassen, den Rest kann ich selbst erledigen.
Ich hatte auch schon Kontakt mit Spezialisten/Anbietern zum Hartverchromen. Da war man sich nicht sicher, wie gut die Hartchromschicht die Schläge verträgt. Wobei auch gesagt wurde, dass man bis in die 90er durchaus Aufträge zum Verchromen von Hammerbären hatte. Weshalb dies nunmehr nicht mehr ist, konnte mir nicht gesagt werden.
Mein Problem-Bär hat keine Kolbenringe, sondern Ölnuten im Kolben. Diese Flächen sind glücklicherweise gut erhalten.
Beste Grüße!
July 4, 2021 at 5:22 PM
Hallo,
ich kenne einen Typen, der starke Furchen am Bär von einem 40er Hartmann mit Weichlot "zugespachtelt" hat. Anfänglich war ich auch etwas skeptisch, aber die Sache funktioniert tatsächlich -mittlerweile nach über 6 Jahren Betriebszeit- einwandfrei.
Die weiche Oberfläche spielt überhaupt keine Rolle, da nun mal nur die erhabenen Originalflächen tragen, und nicht die kleinen zugelöteten Poren. Entscheidend ist hier nur, mit einer geschlossenen Oberfläche wieder eine entsprechende Dichtheit herzustellen. Von Wig-Schweißen würde ich bei einem Bären die Finger lassen, und wenn du das Teil anschließend auch noch abdrehen bzw. rundschleifen lassen willst, kannst du dich wegen dem zwangsläufig entandenen Untermaß auch gleich noch um eine völlig neu angefertigte Bärführung kümmen. Gehärtet wird am Bär ebenfalls nichts......
Schöne Grüße!
ich kenne einen Typen, der starke Furchen am Bär von einem 40er Hartmann mit Weichlot "zugespachtelt" hat. Anfänglich war ich auch etwas skeptisch, aber die Sache funktioniert tatsächlich -mittlerweile nach über 6 Jahren Betriebszeit- einwandfrei.
Die weiche Oberfläche spielt überhaupt keine Rolle, da nun mal nur die erhabenen Originalflächen tragen, und nicht die kleinen zugelöteten Poren. Entscheidend ist hier nur, mit einer geschlossenen Oberfläche wieder eine entsprechende Dichtheit herzustellen. Von Wig-Schweißen würde ich bei einem Bären die Finger lassen, und wenn du das Teil anschließend auch noch abdrehen bzw. rundschleifen lassen willst, kannst du dich wegen dem zwangsläufig entandenen Untermaß auch gleich noch um eine völlig neu angefertigte Bärführung kümmen. Gehärtet wird am Bär ebenfalls nichts......
Schöne Grüße!
Last edit: July 4, 2021 at 5:29 PM,
Sebastian
July 4, 2021 at 11:07 PM
Hallo Sebastian und herzlichen Dank für deine Ausführungen!
Auf genau solche Erfahrungsberichte hatte ich gehofft. Das Löten war auch mein erster Gedanke und erspart einiges an Arbeit. Jedoch hatte ich befürchtet, eine Art Schmirgeleffekt durch die unterschiedlichen Oberflächengüten zu verursachen.
Somit werde ich es zunächst mit Weichlot versuchen. Dieses Vorgehen hat den Vorteil, dass es reversibel ist und schlimmstenfalls die Bärdichtung erneuert werden muss.
An der Zylinderwand hatte ich das Löten ohnehin eingeplant.
Ich habe bereits unmittelbar unterhalb des Kolbenkragens des Bären eine Probeschweißung mittels WIG vorgenommen. Das Material lässt sich überraschend gut ohne Kraterbildung schweißen. So hätte ich durch das sachte Überdrehen und Rundschleifen keinen nennenswerten Abtrag verursacht, der nicht durch die ohnehin zu erneuernde Bärdichtung abgefangen worden wäre.
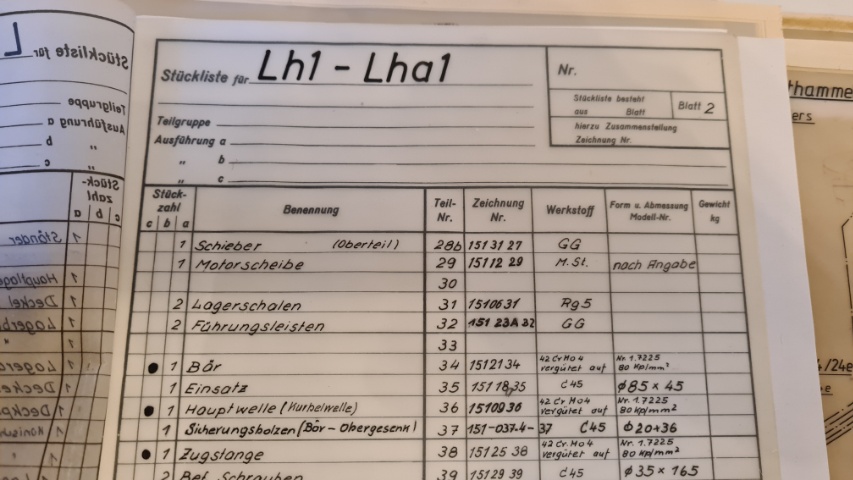
Olaf "Parx" half mir mit einer antiquarischen Übersicht zu den Siemens-Martin-Stählen. Demnach dürfte es sich um mittelharten Flussstahl mit der Härte-Nr. 4 mit einem Kohlenstoffgehalt von 0,35-0,4% handeln. Laut Tabelle gut härtbar und u.a. im Einsatz zur Herstellung von Hämmern.
Und in der Tat wurde dieser Bär auf "60kg Festigkeit" gehärtet. So steht es jedenfalls in den original Bauzeichnungen aus den 20er Jahren, die mir vorliegen.
Kannst Du sagen, aus welchem Stahl der Bär des Hartmanns ist? Einfach aus Interesse wegen der Eigenschaften der Lötbarkeit des Stahls.....
Liebe Grüße vom Hunsrück!
Olli
Auf genau solche Erfahrungsberichte hatte ich gehofft. Das Löten war auch mein erster Gedanke und erspart einiges an Arbeit. Jedoch hatte ich befürchtet, eine Art Schmirgeleffekt durch die unterschiedlichen Oberflächengüten zu verursachen.
Somit werde ich es zunächst mit Weichlot versuchen. Dieses Vorgehen hat den Vorteil, dass es reversibel ist und schlimmstenfalls die Bärdichtung erneuert werden muss.
An der Zylinderwand hatte ich das Löten ohnehin eingeplant.
Ich habe bereits unmittelbar unterhalb des Kolbenkragens des Bären eine Probeschweißung mittels WIG vorgenommen. Das Material lässt sich überraschend gut ohne Kraterbildung schweißen. So hätte ich durch das sachte Überdrehen und Rundschleifen keinen nennenswerten Abtrag verursacht, der nicht durch die ohnehin zu erneuernde Bärdichtung abgefangen worden wäre.
Olaf "Parx" half mir mit einer antiquarischen Übersicht zu den Siemens-Martin-Stählen. Demnach dürfte es sich um mittelharten Flussstahl mit der Härte-Nr. 4 mit einem Kohlenstoffgehalt von 0,35-0,4% handeln. Laut Tabelle gut härtbar und u.a. im Einsatz zur Herstellung von Hämmern.
Und in der Tat wurde dieser Bär auf "60kg Festigkeit" gehärtet. So steht es jedenfalls in den original Bauzeichnungen aus den 20er Jahren, die mir vorliegen.
Kannst Du sagen, aus welchem Stahl der Bär des Hartmanns ist? Einfach aus Interesse wegen der Eigenschaften der Lötbarkeit des Stahls.....
Liebe Grüße vom Hunsrück!
Olli
July 5, 2021 at 9:33 PM
Hallo,
kurz zur "Härtung": Nimm eine Feile, und du wirst sehen, dass der Bär sich damit wunderbar bearbeiten lässt. Was in deiner alten Anleitung als Härtung beschrieben ist, ist in diesem Fall eine Vergütung (eine Härtung wäre bei diesem Bauteil auf Dauer technisch auch ziemlich kontraproduktiv).
Und was den Wig-Schweißversuch betrifft: Natürlich lässt sich der C45 schweißen. Nur wird sich das Grundmaterial bei deinem Versuch, der jetzt technisch ohne die entsprechende Wärmebehandlung vor und nach dem Schweißen durchgeführt wurde, punktuell aufhärten.
Ich würde mich auch von dem Irrglauben abwenden, dass die Bärdichtung ein entstandenes Untermaß nach einem Abdrehen ausgleichen kann. Beim Aufschlagen auf das Werkstück wird der Bär entsprechend in alle Richtungen rumeiern (wie eben bei einer völlig ausgelutschten Bärführung).
Und noch deine "Hartmann-Frage": Der Werkstoff bei einem Hartmann-Bär soll angeblich auch irgendwo in Richtung C 45 liegen. Genauere Infos dazu habe ich aber leider nicht.....
Schöne Grüße!
kurz zur "Härtung": Nimm eine Feile, und du wirst sehen, dass der Bär sich damit wunderbar bearbeiten lässt. Was in deiner alten Anleitung als Härtung beschrieben ist, ist in diesem Fall eine Vergütung (eine Härtung wäre bei diesem Bauteil auf Dauer technisch auch ziemlich kontraproduktiv).
Und was den Wig-Schweißversuch betrifft: Natürlich lässt sich der C45 schweißen. Nur wird sich das Grundmaterial bei deinem Versuch, der jetzt technisch ohne die entsprechende Wärmebehandlung vor und nach dem Schweißen durchgeführt wurde, punktuell aufhärten.
Ich würde mich auch von dem Irrglauben abwenden, dass die Bärdichtung ein entstandenes Untermaß nach einem Abdrehen ausgleichen kann. Beim Aufschlagen auf das Werkstück wird der Bär entsprechend in alle Richtungen rumeiern (wie eben bei einer völlig ausgelutschten Bärführung).
Und noch deine "Hartmann-Frage": Der Werkstoff bei einem Hartmann-Bär soll angeblich auch irgendwo in Richtung C 45 liegen. Genauere Infos dazu habe ich aber leider nicht.....
Schöne Grüße!
Last edit: July 7, 2021 at 10:03 PM,
Sebastian
July 5, 2021 at 11:09 PM
Ja, da gebe ich dir gerne Recht.
Ich habe nicht die richtigen Begriffe verwendet. Richtigerweise hätte ich nicht von "Härten" sondern von "Wärmebehandlung" respektive "Vergütung" schreiben sollen. Ein Laienfehler eben.... ;0)
Ich hatte nicht vor, flächig Material vom Bär nach dem Schweißen abzunehmen. Es sollten die Schweißpunkte egalisiert werden.
Für den Fall, dass ich tatsächlich den Bär vollflächig abdrehen würde, hatte ich - wie beschrieben - den Kontakt zu den Fachleuten zum Hartverchromen aufgenommen. Eben um das verlorene Material wieder drauf zu bekommen.
Aber das Thema Schweißen ist vorerst vom Tisch.
Ohne viel Erfahrung muss umfänglich erfragt werden...
Aus diesem Grund bin ich sehr dankbar für deine wertvollen Hinweise, Ausführungen und Ergänzungen!
Herzliche Grüße vom Hunsrück,
Olli
Ich habe nicht die richtigen Begriffe verwendet. Richtigerweise hätte ich nicht von "Härten" sondern von "Wärmebehandlung" respektive "Vergütung" schreiben sollen. Ein Laienfehler eben.... ;0)
Ich hatte nicht vor, flächig Material vom Bär nach dem Schweißen abzunehmen. Es sollten die Schweißpunkte egalisiert werden.
Für den Fall, dass ich tatsächlich den Bär vollflächig abdrehen würde, hatte ich - wie beschrieben - den Kontakt zu den Fachleuten zum Hartverchromen aufgenommen. Eben um das verlorene Material wieder drauf zu bekommen.
Aber das Thema Schweißen ist vorerst vom Tisch.
Ohne viel Erfahrung muss umfänglich erfragt werden...
Aus diesem Grund bin ich sehr dankbar für deine wertvollen Hinweise, Ausführungen und Ergänzungen!
Herzliche Grüße vom Hunsrück,
Olli