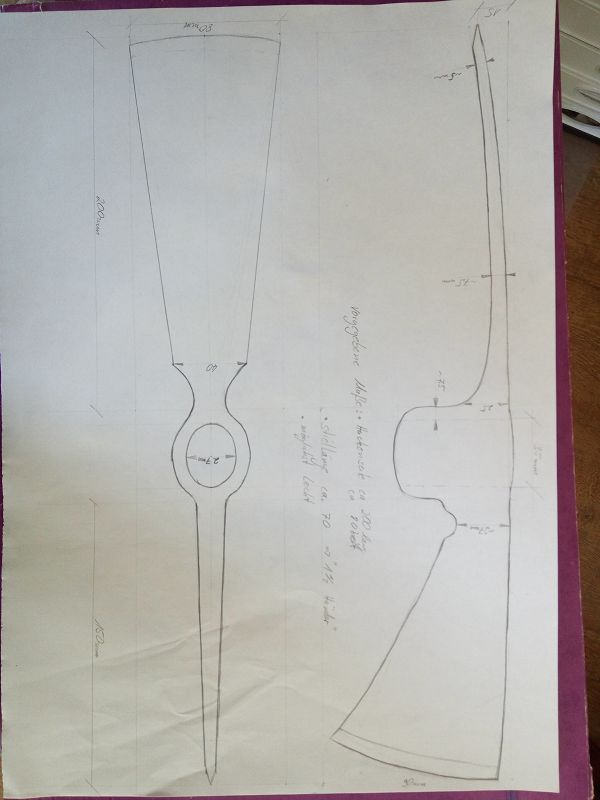
Hallo, ich soll für einen Freund eine Wiedehopfhacke schmieden.
Er selbst ist Bodenkundler und benötigt sie für seine Arbeit in der Mongolei. Sie soll möglichst leicht werden, von hand schleifbar (zeit spielt dabei keine Rolle) und muss einiges abkönnen .Graben, Wurzeln hacken, und auch mal nen Stein treffen können ... Darum wollte ich mal fragen ob jemand mehr Werkzeuge in der Richtung gemacht hat und mir eventuell und Tipp für das Material geben kann .
Achja, und wenn es möglich ist möchte es er auch als Schlageisen zum feuer machen benutzen können ..Danke schonmal
Hier bei Amazon ist ein Beispiel, nur die hackenseite soll länger und schmaler werden. https://www.amazon.de/Ideal-66710001-121197-Wiedehopfhacke-Breitblatt/dp/B0001JZSZC/ref=sr_1_3?ie=UTF8&qid=1491478915&sr=8-3&keywords=wiedehopfhaue
Materialauswahl Wiedehopfhacke
Materialauswahl Wiedehopfhacke
April 6, 2017 at 2:08 PM
Last edit: April 6, 2017 at 2:27 PM,
Christian Bruch

April 6, 2017 at 2:27 PM

Guckst du mal hier:
Ich konnte das hier im Geschäft jetzt nicht angucken, aber vielleicht wird im Video ja was über's Material gesagt.
Die Teile gibt's original von SHW im Baumarkt für ca. € 30,- - geiles Werkzeug!

April 6, 2017 at 3:57 PM

Hallo Christian,
wenn die leichte Nachschleifbarkeit im Vordergrund steht, dann geht die Wahl in Richtung unlegierte Kohlenstoffstähle. Der Stahlschlüssel gibt für Gesteinswerkzeuge an:
mittleres Gestein: 1.1625 (C80 W2)
hartes Gestein: 1.1645 (C105 W2)
Ich gehe aber davon aus, dass wenn nur das im Boden Graben im Vordergrund steht, C60 vollkommen ausreichend ist. Zudem dürfte C60 auch besser verfügbar sein.
Die Hacke würde ich auch nicht mit der weiteren Funktion Feuerschlage überlasten, sondern ihm dafür einen seperaten Feuerschläger aus einem hochkohlenstoffhaltigem Stahl schmieden, der dann auch anders gehärtet wird, wie die Hacke. Man kann den auch klein halten und dann dürfte er nicht groß ins Gewicht fallen.
Viele Spaß!
wenn die leichte Nachschleifbarkeit im Vordergrund steht, dann geht die Wahl in Richtung unlegierte Kohlenstoffstähle. Der Stahlschlüssel gibt für Gesteinswerkzeuge an:
mittleres Gestein: 1.1625 (C80 W2)
hartes Gestein: 1.1645 (C105 W2)
Ich gehe aber davon aus, dass wenn nur das im Boden Graben im Vordergrund steht, C60 vollkommen ausreichend ist. Zudem dürfte C60 auch besser verfügbar sein.
Die Hacke würde ich auch nicht mit der weiteren Funktion Feuerschlage überlasten, sondern ihm dafür einen seperaten Feuerschläger aus einem hochkohlenstoffhaltigem Stahl schmieden, der dann auch anders gehärtet wird, wie die Hacke. Man kann den auch klein halten und dann dürfte er nicht groß ins Gewicht fallen.
Viele Spaß!
Folgt PARX auf Instagram https://www.instagram.com/parxforging/
April 6, 2017 at 8:14 PM
Hallo, ich hab jetzt schon von anderer Seite den Vorschlag bekommen C45 zu nehmen und eine Feile ( gibts eine gut verfügbare alternative zum bestellen ? ich hasse es alte feilen zu nehmen da ich schon ein paar nicht schweißbare hatte) in hacken und beil seite zu schweißen . Was haltet ihr davon ?
Und ich meinte nicht leichte Nachschleifbarkeit, er hat abends genug Zeit am Feuer ;) sondern die Hacke an sich soll relativ dünn und somit leicht werden.
Und ich meinte nicht leichte Nachschleifbarkeit, er hat abends genug Zeit am Feuer ;) sondern die Hacke an sich soll relativ dünn und somit leicht werden.
Last edit: April 6, 2017 at 8:15 PM,
Christian Bruch

April 6, 2017 at 9:12 PM

Das ist schon eine interessante Zweckkombination. Je dünner das Material wird, desto eher muss es federnd sein, denke ich. Hier könntest Du C45 gut nehmen, entsprechend härten und anlassen. Ich weiß auch ehrlich nicht, ob eine höhere Härte im Schneidenstahl wirklich eine gute Idee ist, da sie eher ausbricht, wenn sie auf Stein trifft.
Grüße aus dem Oberberg
Steffen
Steffen

April 7, 2017 at 1:37 AM

http://www.salzgitter-flachstahl.de/index.php?id=1145 <- Bor-legierte Stähle, wie im Video erwähnt.
April 7, 2017 at 8:01 AM
Also ich werds mit C45 und Hardox versuchen. Macht es für meinen Zweck einen Unterschied ob Hardox 400 oder 450 oder Hardox 500 ? Da ich mit dem Werkstoff keine Erfahrung habe frage ich einfach mal . Ich würde es mit Borax verschweißen , Was könnt ihr mir zum Temperaturbereich beim schmieden sagen ? Härten und anlassen bei welcher Temperatur ?Lg und vielen Dank im Vorraus für euer Wissen und Geduld mit mir ^^
April 7, 2017 at 8:58 AM
Wenn ich die Datenblätter richtig lese, ist Hardox 500 nicht härtbar.
Der 400er müsste soeben Härte annehmen. Sie sind offenbar konzipiert, um hohe Reibung und Druck zu ertragen, weniger um eine Schneide zu halten. Zur Schweißbarkeit kann ich nichts sagen.
Der 400er müsste soeben Härte annehmen. Sie sind offenbar konzipiert, um hohe Reibung und Druck zu ertragen, weniger um eine Schneide zu halten. Zur Schweißbarkeit kann ich nichts sagen.
Grüße aus dem Oberberg
Steffen
Steffen
April 7, 2017 at 11:41 AM
...gerade vor dem Hintergrund daß das Werkzeug in der Mongolei eingesetzt wird ist es eher ratsam ein "gängiges" Material wie z.B. C45 oder C60, bei diesen Stählen kann auch ein Schmied vor Ort etwas reparieren.
Wenn die Form sich einer Feuerwehraxt ähnelt wird es wahrscheinlich etwas handlicher...aber beim selbsthergestellten Werkzeug kann man ja auch kombinieren was die Form angeht.
Ein Bild vom fertigen Werkzeg würde mich freuen.
Wenn die Form sich einer Feuerwehraxt ähnelt wird es wahrscheinlich etwas handlicher...aber beim selbsthergestellten Werkzeug kann man ja auch kombinieren was die Form angeht.
Ein Bild vom fertigen Werkzeg würde mich freuen.
Schmieden lernt man am Amboß

April 7, 2017 at 12:00 PM

Hallo,
ich mische mich hier nun mal ein.
Ich persönlich habe schon etliche Werkzeuge aller Art geschmiedet und möchte den Schwung in Richtung hochlegierte Materialien mal ein bisschen bremsen.
Man muss nicht mit Kanonen auf Spatzen schießen!!
Warum hochlegierte Stähle? Warum Hardox?
Wie schon gesagt wurde ein C45 reicht vollkommen aus! Den C45 zusätzlich noch mit einer Feile zu verstählen wäre völlig sinnlos. Wenn du auf der sicheren Seite sein willst dann nimmst du einen C60.
Selbst die oben genannten Stähle 1.1625 (C80 W2) und 1.1645 (C105 W2) sind für Meißel gedacht um Gestein zu bearbeiten und nicht für eine Hacke die sich durch den Boden arbeiten soll und auf Biegung, Schlag usw. beansprucht wird.
Zum Hardox: Hardox bietet eine Verschleiß-Oberfläche ist aber nicht in der Lage eine gute Schneide zu halten. Außerdem ist Hardox nicht schmiedbar. Hardox ist also die völlig falsche Richtung.
Die eigentlichen Knackpunkte sind die Schneidengeometrie richtig zu gestalten, die Wärmebehandlung sauber durchzuführen, die Form sauber auszuschmieden und das z.B. das Blatt im richtigen Maße zu wölben, damit es stabil ist.
Solche Faktoren beeinflussen das Resultat wesentlich mehr als die Materialwahl!!
Es soll ja auch eine leichte Hacke werden die man gut mitnehmen kann oder nicht? Leg also dein Augenmerk darauf die Hacke sauber zu schmieden und die Form richtig abzustimmen!
Einen guten Werkzeugschmied macht am Ende aus, dass er weiß wie das Werkzeug genau aussehen muss und sich bei jedem Detail des Werkzeugs etwas gedacht hat.
Fazit:
Mach dir genaue Gedanken über die Form der Hacke. Wenn du dir nicht sicher bist wie du diese Form am besten umsetzt, dann probiers vorher aus. Nimm dir einen Baustahl uns schmiede zumindest Teile der Hacke mal Probe.
Wenn du sicher bist wie viel Material du brauchst und wie du vorgehst besorgst du dir den passenden Querschnitt in C60 und schmiedest die Hacke.
Viel Erfolg bei deinem Projekt! Halte uns auf dem laufenden!
Gruß
Willi
ich mische mich hier nun mal ein.
Ich persönlich habe schon etliche Werkzeuge aller Art geschmiedet und möchte den Schwung in Richtung hochlegierte Materialien mal ein bisschen bremsen.
Man muss nicht mit Kanonen auf Spatzen schießen!!
Warum hochlegierte Stähle? Warum Hardox?
Wie schon gesagt wurde ein C45 reicht vollkommen aus! Den C45 zusätzlich noch mit einer Feile zu verstählen wäre völlig sinnlos. Wenn du auf der sicheren Seite sein willst dann nimmst du einen C60.
Selbst die oben genannten Stähle 1.1625 (C80 W2) und 1.1645 (C105 W2) sind für Meißel gedacht um Gestein zu bearbeiten und nicht für eine Hacke die sich durch den Boden arbeiten soll und auf Biegung, Schlag usw. beansprucht wird.
Zum Hardox: Hardox bietet eine Verschleiß-Oberfläche ist aber nicht in der Lage eine gute Schneide zu halten. Außerdem ist Hardox nicht schmiedbar. Hardox ist also die völlig falsche Richtung.
Die eigentlichen Knackpunkte sind die Schneidengeometrie richtig zu gestalten, die Wärmebehandlung sauber durchzuführen, die Form sauber auszuschmieden und das z.B. das Blatt im richtigen Maße zu wölben, damit es stabil ist.
Solche Faktoren beeinflussen das Resultat wesentlich mehr als die Materialwahl!!
Es soll ja auch eine leichte Hacke werden die man gut mitnehmen kann oder nicht? Leg also dein Augenmerk darauf die Hacke sauber zu schmieden und die Form richtig abzustimmen!
Einen guten Werkzeugschmied macht am Ende aus, dass er weiß wie das Werkzeug genau aussehen muss und sich bei jedem Detail des Werkzeugs etwas gedacht hat.
Fazit:
Mach dir genaue Gedanken über die Form der Hacke. Wenn du dir nicht sicher bist wie du diese Form am besten umsetzt, dann probiers vorher aus. Nimm dir einen Baustahl uns schmiede zumindest Teile der Hacke mal Probe.
Wenn du sicher bist wie viel Material du brauchst und wie du vorgehst besorgst du dir den passenden Querschnitt in C60 und schmiedest die Hacke.
Viel Erfolg bei deinem Projekt! Halte uns auf dem laufenden!
Gruß
Willi
www.schmiedekunst-weyer.de
April 7, 2017 at 2:10 PM
Hallo, vielen Dank für die guten Infos ! Ich suche jetzt den C60 Stahl und mache das Projekt daraus.Ende des Monats soll die Hacke schon auf die Reise gehen aber das bekommen wir schon hin .Willi, da du schon einige Werkzeuge geschmiedet hast kannst du mir eventuell noch einen Rat bezüglich der Wärmebehandlung auf den Weg geben ? Danke schonmal :)
Last edit: April 7, 2017 at 5:17 PM,
Christian Bruch
April 10, 2017 at 3:42 PM
Hallo
das sieht doch schonmal sehr gut aus!
Was ich dir zur Gestaltung noch empfehlen kann:
Einerseits kannst du dir die Einkehlung zwischen "Axtblatt" und dem Auge eigentlich sparen. Macht bei einer Axt o.ä. Sinn, bei einer Hacke kannst du dir das eigentlich sparen.
Andererseits würde ich in das querstehende Hackenblatt einen Steg einbringen. Macht das Blatt stabiler (sieht man auch unten auf dem Foto).
Wenn du es auf die Spitze treiben willst, dann kannst du zur Verstärkung des Stiels noch solche Laschen anschmieden. Habe das selber schonmal gemacht. Ist etwas komplizierter zu schmieden, macht aber durchaus was her. Man spaltet die Laschen vor dem Ausschmieden der Blätter ab und legt sie dann an das schon vorgeschmiedete Auge an. Unten bohrt man kleine Löcher um sie am Stiel zu befestigen. Wenn dir das schmieden zu kompliziert ist, kannst du sie auch anschweißen.
Hier ein Bild von einem abfotografierten Museumsstück (sehr groß. 30cm Blatt). Ist zum ziehen von Wassergräben auf hoch gelegenen Terassenfeldern etc. gebraucht worden.
Ich hab das Teil mal nachgeschmiedet, mal gucken ob ich das Ding noch irgendwo finde.

Zur Wärmebehandlung:
Wenn das Blatt (die Blätter) richtig dimensioniert ist, dann sollte es aus der Grundfestigkeit des Werkstoffs heraus sich nicht verbiegen oder so. Also musst du eigentlich nur dafür sorgen, dass die Schneidkante gehärtet wird. Hierzu würde ich das Blatt zu einem Drittel anwärmen und die vorderen 2-4cm abschrecken. Beim abschrecken schön auf und ab pendeln. Also immer wieder auf und ab bewegen. Hierbei aber darauf achten das ca. die ersten 2cm immer unter Wasser bleiben (C60 ist ein Wasserhärter).
Das hat den Hintergrund, dass du dann keinen scharfen Übergang vom gehärteten zum ungehärteten Gefüge hast. Dies ist insbesondere bei schlagbeanspruchten Werkzeugen wie solch einer Hacke zu beachten.
Anschließend mit der Restwärme auf goldbraun anlassen. Wenn du dir da unsicher bist, kannst du mit kleinen Reststücken vorher mal ein zwei verschiedene Anlasstemperaturen ausprobieren. Schleif eine Schneidkante an wie sie bei der Hacke werden soll und versuch diese nach vollzogener Wärmebehandlung zu zerstören (z.B. auf Steine schlagen, biegen etc.)
Dann hast du eine bessere Einschätzung davon was dein Stahl bei welcher Wärmebehandlung kann.
Viel Erfolg! Bin gespannt!
Gruß
Willi
das sieht doch schonmal sehr gut aus!
Was ich dir zur Gestaltung noch empfehlen kann:
Einerseits kannst du dir die Einkehlung zwischen "Axtblatt" und dem Auge eigentlich sparen. Macht bei einer Axt o.ä. Sinn, bei einer Hacke kannst du dir das eigentlich sparen.
Andererseits würde ich in das querstehende Hackenblatt einen Steg einbringen. Macht das Blatt stabiler (sieht man auch unten auf dem Foto).
Wenn du es auf die Spitze treiben willst, dann kannst du zur Verstärkung des Stiels noch solche Laschen anschmieden. Habe das selber schonmal gemacht. Ist etwas komplizierter zu schmieden, macht aber durchaus was her. Man spaltet die Laschen vor dem Ausschmieden der Blätter ab und legt sie dann an das schon vorgeschmiedete Auge an. Unten bohrt man kleine Löcher um sie am Stiel zu befestigen. Wenn dir das schmieden zu kompliziert ist, kannst du sie auch anschweißen.
Hier ein Bild von einem abfotografierten Museumsstück (sehr groß. 30cm Blatt). Ist zum ziehen von Wassergräben auf hoch gelegenen Terassenfeldern etc. gebraucht worden.
Ich hab das Teil mal nachgeschmiedet, mal gucken ob ich das Ding noch irgendwo finde.
Zur Wärmebehandlung:
Wenn das Blatt (die Blätter) richtig dimensioniert ist, dann sollte es aus der Grundfestigkeit des Werkstoffs heraus sich nicht verbiegen oder so. Also musst du eigentlich nur dafür sorgen, dass die Schneidkante gehärtet wird. Hierzu würde ich das Blatt zu einem Drittel anwärmen und die vorderen 2-4cm abschrecken. Beim abschrecken schön auf und ab pendeln. Also immer wieder auf und ab bewegen. Hierbei aber darauf achten das ca. die ersten 2cm immer unter Wasser bleiben (C60 ist ein Wasserhärter).
Das hat den Hintergrund, dass du dann keinen scharfen Übergang vom gehärteten zum ungehärteten Gefüge hast. Dies ist insbesondere bei schlagbeanspruchten Werkzeugen wie solch einer Hacke zu beachten.
Anschließend mit der Restwärme auf goldbraun anlassen. Wenn du dir da unsicher bist, kannst du mit kleinen Reststücken vorher mal ein zwei verschiedene Anlasstemperaturen ausprobieren. Schleif eine Schneidkante an wie sie bei der Hacke werden soll und versuch diese nach vollzogener Wärmebehandlung zu zerstören (z.B. auf Steine schlagen, biegen etc.)
Dann hast du eine bessere Einschätzung davon was dein Stahl bei welcher Wärmebehandlung kann.
Viel Erfolg! Bin gespannt!
Gruß
Willi
www.schmiedekunst-weyer.de
April 10, 2017 at 8:10 PM
Wenn Interesse besteht, kann ich mal die originale SHW-Hacke ausmessen, ich hab so eine im Garten stehen, gehört meinem Bruder. Er ist Landschaftsgärtner, und in Fachkreisen heißt diese Form der Hacke "Highländer"!
Last edit: April 10, 2017 at 8:25 PM,
Klopfer